免費咨詢熱線:0769-85157716
官 方 微 信 號:13332662668
官 方 微 信 號:13332662668
涂布工藝在鋰離子電池電極制造中占據至關重要的地位,其質量和穩定性直接影響到電池的性能和壽命。為了優化涂布過程,原寧德時代涂布技術專家劉玉青博士提出了一種創新的模型—“劉玉青涂珠六力模型”, 該模型為理解和解決涂布問題提供了全新的視角。本文將深入探討這一模型以及與之緊密相關的涂布操作窗口,并對涂布過程中可能出現的問題進行分析。

“劉玉青涂珠六力模型”與對應影響工藝參數
一、劉玉青涂珠六力模型
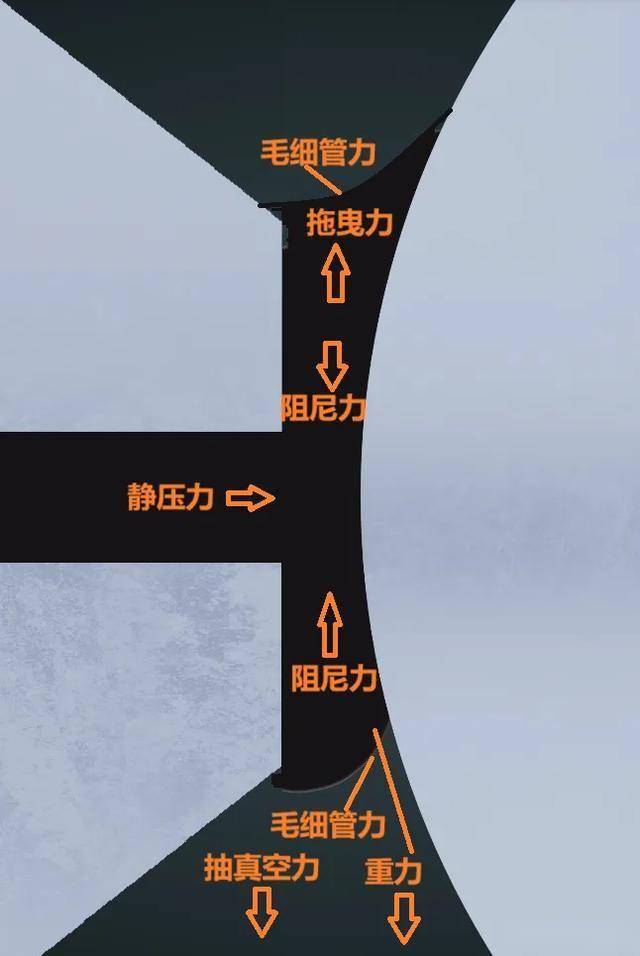
劉玉青博士在其博士論文中,總結了涂布液珠(簡稱涂珠)在涂布過程中所受的六種主要作用力:靜壓力、拖曳力、阻尼力、毛細管力、抽真空力和重力。這些作用力共同決定了涂珠在涂布過程中的運動狀態和穩定性,
1、靜壓力:涂珠在涂布模頭內部受到的壓力。
2、拖曳力:涂珠在基材上移動時受到的阻力。
3、阻尼力:涂珠在流動過程中因摩擦而受到的阻力,劉玉青博士創新性地將阻尼力從泊肅葉方程中單獨提煉出來,作為受力分析的重要依據。
4、毛細管力:涂珠與基材之間因表面張力而產生的力。
5、抽真空力:涂布過程中用于排除氣泡和多余漿料的力。
6、重力:涂珠受到的地心引力。
這六種作用力在涂布過程中相互平衡或競爭,共同決定了涂珠的運動軌跡和涂層的均勻性。
根據“劉玉青涂珠六力模型”,當出現涂布問題時,根據靜壓力和拖曳力不平衡時的不同表現可以得出“推力”和“拉力”哪個其主導作用。然后根據涂布現場條件(例如涂布速度降低是否會影響后續工序產能),分析是采用對“推力”和“拉力”直接進行平衡,還是加強表面張力和阻尼力的緩沖作用,抑或是通過重力和抽真空力的調節來施加平衡作用。
確認好相關策略后,可以從表1中依據相關工藝參數對各種作用力的影響,尋找對應的工藝參數進行調整以便使涂珠受力穩定性增強。例如靜壓力“推力”小于拖電力“拉力”導致涂珠不穩定時,我們可以減小上下唇間隙以增強靜壓力使涂珠更容易平衡穩定。
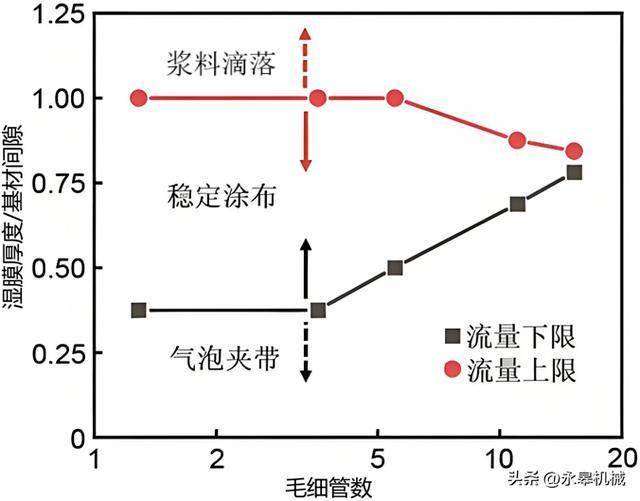
二、涂布操作窗口
涂布機操作窗口是指在涂膜品質可接受的前提下,各種工藝參數(如進料速度、真空壓力、基材間隙、漿料黏度和表面張力等)能夠調整的范圍。在這個范圍內,流體處于穩態流動狀態,涂層質量穩定可靠。
1、工藝參數的影響
進料速度:影響涂層的厚度和均勻性。
真空壓力:影響氣泡的排除和涂層的緊密度。
基材間隙:影響涂珠的流動狀態和涂層的平整度。
漿料黏度:影響涂珠的流動性和涂層的厚度。
表面張力:影響涂珠與基材之間的相互作用和涂層的均勻性。

2、操作窗口的表征
涂布操作窗口通常通過無量綱數來表征,如毛細管數(Ca)和基材間隙與濕膜厚度的比值等。這些無量綱數可以幫助我們重好地理解涂布過程中的物理現象和工藝參數的優化方向。
三、涂布問題分析
利用"劉玉青涂珠六力模型”,我們可以對涂布過程中可能出現的問題進行深入分析,并找出相應的解決方法。
1、涂層氣泡
原因:當涂珠兩側的受力平衡被破壞時,如阻尼力減小或表面張力不足,涂珠容易在流動過程中卷入空氣形成氣泡。
解決方法:調整工藝參數,如增加真空壓力、優化基材間隙或提高漿料黏度,以改善涂珠的受力平衡和流動狀態。

2、涂層橫條道
原因:當涂珠在流動過程中受到不均勻的拖電力時,會形成橫條道。
解決方法:優化涂布模頭的幾何形狀和涂層速度,以確保涂珠在流動過程中受到均勻的拖曳力。
3、涂層收縮和條紋:
原因:當涂珠在流動過程中受到過大的靜壓力或拖電力時,會發生收縮和條紋現象。
解決方法:調整漿料黏度和涂布速度,以平衡涂珠所受的靜壓力和拖曳力。

四、結論
劉玉青涂珠六力模型”為我們提供了一種全新的視角來理解和解決涂布問題。通過深入分析涂珠在涂布過程中所受的六種作用力以及它們之間的平衡關系,我們可以更好地理解涂布過程中的物理現象和工藝參數的優化方向。同時,利用涂布操作窗口的概念,我們可以更精確地控制涂布過程中的各種工藝參數從而生產出均勻無缺陷的電極涂層。
總之,"劉玉青涂珠六力模型”和涂布操作窗口為涂布工藝的優化和質量控制提供了有力的工具和方法。未來,隨著涂布技術的不斷發展和完善,我們有理由相信,涂布復合機工藝將變得更加高效、穩定和可靠。

版權聲明:本站所有設備圖片及資料,視頻素材信息均均為東莞市永皋機械有限公司版權所有,未經協議本網授權不得轉載、摘編或利用其它方式使用。已經本網授權使用作品的,應在授權范圍內使用,并注明“來源:東莞市永皋機械有限公司”。違反上述聲明者,本網將追究其相關法律責任。